One of the most common questions during product development is, “How tight can the tolerances be?” The answer depends largely on the manufacturing process, part design, material selection, tooling, and production requirements.
While all plastic manufacturing processes strive for consistency and repeatability, each process has its own capabilities and limitations when it comes to dimensional control. Understanding these differences can help designers and engineers establish realistic expectations, reduce manufacturing costs, and improve overall product performance.
Why Tolerances Matter
Tolerances define the acceptable variation in a part’s dimensions. Proper tolerances help ensure components fit together correctly, function as intended, and maintain consistent quality throughout production.
Specifying tighter tolerances than necessary can increase tooling complexity, manufacturing costs, inspection requirements, and lead times. In many cases, only a few dimensions are truly critical to the performance or assembly of a product.
Identifying those critical features early allows manufacturers to focus tighter control where it matters most.
Factors That Influence Plastic Part Tolerances
Regardless of the manufacturing process, several variables can affect dimensional accuracy and repeatability.
Common factors include:
- Material shrinkage
- Part size and geometry
- Wall thickness consistency
- Tooling design and construction
- Processing conditions
- Cooling characteristics
- Environmental conditions after molding
- Feature complexity
Because plastics expand and contract as they are heated and cooled, some dimensional variation is always expected and should be considered during product development.
Injection Molding: The Tightest Tolerance Capability
Injection molding generally offers the highest level of dimensional accuracy among common plastic manufacturing processes. Molten plastic is injected under pressure into a rigid mold cavity, allowing for excellent repeatability and control.
For most commercial injection molded components, realistic tolerances typically range from ±0.005 in. to ±0.010 in. (±0.13 mm to ±0.25 mm), depending on the material, part geometry, and feature size. Critical dimensions may achieve tighter tolerances when supported by proper part design, tooling, and process control.
Injection molding is often selected for applications requiring:
- Precision fit and assembly
- Tight dimensional control
- Complex geometries
- High-volume production
- Consistent repeatability from part to part
Because the material is fully contained within a closed mold during processing, dimensional variation is typically minimized compared to other plastic manufacturing methods.
For this reason, injection molding is commonly used for components that contain mating features, precision assemblies, snap-fits, threads, and other critical dimensions.
Blow Molding: Designed for Hollow Parts
Blow molding is commonly used to produce hollow products such as bottles, containers, tanks, reservoirs, and ducts. Unlike injection molding, the process forms a hollow shape by inflating heated plastic against mold walls.
Because the material stretches and expands during processing, dimensional control is generally less precise than injection molding. For most blow molded parts, realistic tolerances typically range from ±0.020 in. to ±0.060 in. (±0.50 mm to ±1.50 mm), depending on the part size, geometry, material, and feature location.
However, blow molding provides significant advantages for:
- Lightweight hollow products
- Fluid containers
- Large-volume parts
- Cost-effective production of hollow components
For blow molded products, critical features such as neck finishes, openings, closures, mounting points, and sealing surfaces often receive the greatest attention during design and manufacturing.
In many applications, product capacity, durability, and functionality are more important than maintaining extremely tight dimensional tolerances across the entire part.
Thermoforming: Balancing Size and Cost
Thermoforming creates parts by heating a plastic sheet and forming it over a mold surface. Because the material stretches during the forming process, dimensional variation can be greater than injection molding.
For most thermoformed components, realistic tolerances typically range from ±0.030 in. to ±0.060 in. (±0.75 mm to ±1.50 mm), depending on the part size, material thickness, geometry, tooling, and trimming requirements. The amount of stretching varies throughout the part, which can influence both wall thickness and dimensional consistency.
Thermoforming is commonly selected for:
- Large parts
- Trays and packaging
- Equipment housings
- Medical trays
- Covers and panels
For many thermoformed products, tolerance requirements are concentrated on trim features, mounting locations, and assembly points rather than every surface dimension. Part size, material thickness, mold design, and trimming operations can all influence final tolerances.
Rotational Molding: Ideal for Large Hollow Products
Rotational molding is commonly used to manufacture large hollow products such as tanks, containers, playground equipment, agricultural products, and industrial components. Unlike other molding processes, rotational molding relies on heat and rotation rather than pressure to distribute material throughout the mold cavity.
Because there is little or no internal molding pressure during production, dimensional control is generally broader than injection molding, blow molding, or thermoforming. For most rotationally molded products, realistic tolerances typically range from ±0.060 in. to ±0.250 in. (±1.50 mm to ±6.35 mm), depending on part size, geometry, material selection, and feature location.
However, rotational molding offers several advantages:
- Large part capability
- Uniform stress distribution
- Durable hollow structures
- Cost-effective tooling
- Complex hollow geometries
Products manufactured through rotational molding are typically designed with functionality, durability, and structural performance as primary objectives rather than extremely tight dimensional requirements.
Why Tolerance Expectations Differ
The primary reason tolerance capabilities differ between manufacturing processes is how the material is formed. Injection molding uses high pressure and a fully enclosed cavity, providing excellent dimensional control. Blow molding relies on material expansion and stretching to create hollow shapes. Thermoforming forms heated sheet material over a mold surface, causing varying levels of material stretch. Rotational molding distributes material through heat and rotation with minimal molding pressure.
Each process offers unique advantages, but those advantages come with different levels of dimensional control.
Focus on Critical Dimensions
Not every feature on a part requires the same tolerance.
Successful product designs typically identify:
- Critical assembly dimensions
- Sealing surfaces
- Mounting locations
- Functional interfaces
- Cosmetic requirements
By focusing tighter tolerances only where needed, manufacturers can improve manufacturability while controlling tooling and production costs.
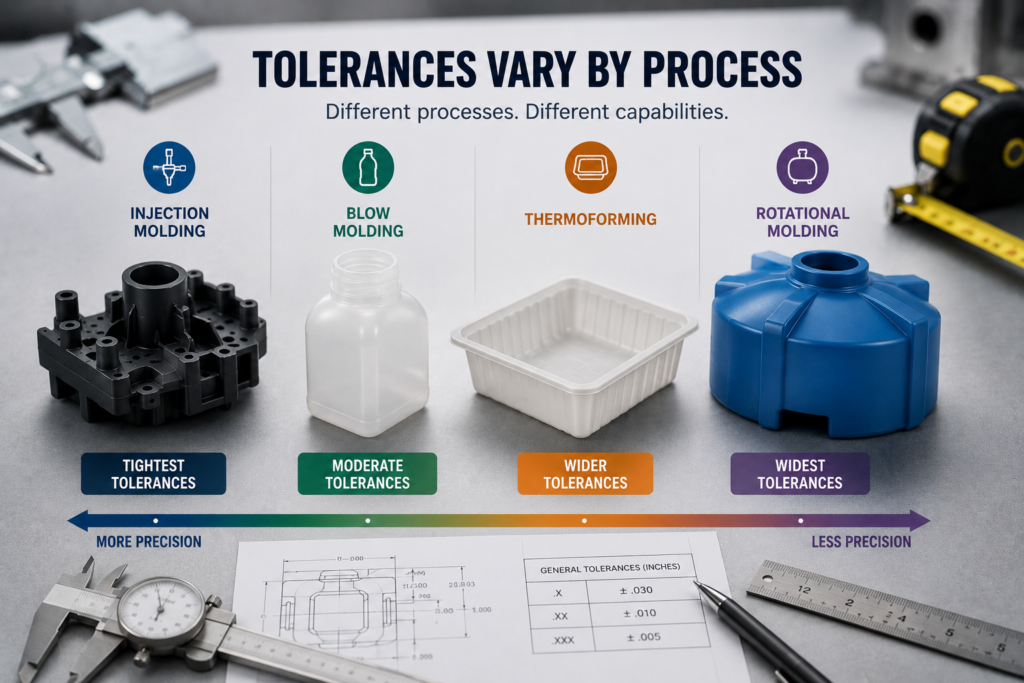
Key Takeaways
Every plastic manufacturing process has different tolerance capabilities. Injection molding generally provides the tightest dimensional control, while blow molding, thermoforming, and rotational molding each offer advantages for specific product types with different tolerance expectations.
Understanding how each process works, identifying critical dimensions, and establishing realistic tolerance requirements early in development can help improve product quality, reduce costs, and support a successful manufacturing program.